TURBOPŁUKANIE
W procesach płukania, których zadaniem jest odprowadzenie zanieczyszczeń gliniasto-ilastych, wykorzystywane są różne urządzenia, zależnie od ilości i jakości zanieczyszczeń, jak i wymagań stawianych produktom płukanym. W budowie urządzeń płuczących dąży się do poprawy skuteczności procesu, a zarazem do ograniczenia ilości zużywanej wody. Ciekawym rozwiązaniem pod tym względem są turbopłuczki.

Kruszywa naturalne żwirowe oraz skały zwięzłe przerabiane na kruszywa naturalne łamane, bardzo często zawierają znaczne ilości zanieczyszczeń gliniasto-ilastych. Zanieczyszczenia te muszą być usunięte w procesie produkcji, gdyż mają niekorzystny wpływ na jakość kruszywa, a ponadto utrudniają procesy kruszenia i przesiewania.
Kruszywa niekiedy poddawane są jedynie procesowi płukania na przesiewaczach zaopatrzonych w instalacje natryskowe. Zanieczyszczenia występujące w postaci grudek gliny są jednak trudne do usunięcia w procesie płukania na przesiewaczach. Dlatego stosuje się różne urządzenia płuczące, umożliwiające skuteczne usunięcie niepożądanych grudek gliny i zanieczyszczeń oblepiających ziarna kruszywa.
W praktyce najszersze zastosowanie znalazły płuczki, w których oddzielanie zanieczyszczeń bazuje na intensywnym mieszaniu surowca w środowisku wodnym.
Efektywność procesu płukania zależy między innymi od takich czynników, jak:
• właściwości fizykochemiczne zanieczyszczeń gliniasto-ilastych (podatność na rozmywanie, zawartość frakcji iłowej itp.),
• ilość wody doprowadzonej do płukania, jej ciśnienie i temperatura,
• przygotowanie materiału przed płukaniem,
• uziarnienie płukanego materiału.
Charakterystyka zanieczyszczeń występujących w kruszywach
Zwykle mówimy, że w kruszywach występują zanieczyszczenia gliniaste. Dokładniej mówiąc, nazwą gliny określa się skały ilaste, plastyczne w stanie wilgotnym, zawierające różne domieszki np. piasku. Z kolei skały ilaste to klasa skał osadowych zawierających minerały ilaste grupy kaolinitu, illitu, montmorillonitu, glaukonity, chloryty itp. Wykonując analizę areometryczną skały można określić jej rodzaj, posługując się np. trójkątem Fereta. W analizie tej wyznacza się zawartości frakcji piaskowej (2-0,05 mm), frakcji pyłowej (0,05-0,002 mm) i frakcji iłowej (0-0,002 mm). Celem scharakteryzowania właściwości zanieczyszczeń gliniastych występujących w kruszywie możemy wykonać rożne badania makroskopowe, jak np. próbę wałeczkowania, próbę rozcierania, próbę rozmakania, określając stan spoistości gliny. Przydatne może być również oznaczenie rozmywalności skały. Rozmywalność skały charakteryzuje nam zjawisko jej rozpadania się pod wpływem mechanicznego i chemicznego działania wody i przechodzenia fazy stałej do wody w postaci zawiesiny. Należy zaznaczyć, że badania te są niestety bardzo rzadko wykonywane na etapie projektowania zakładów płukania i doboru urządzeń płuczących.
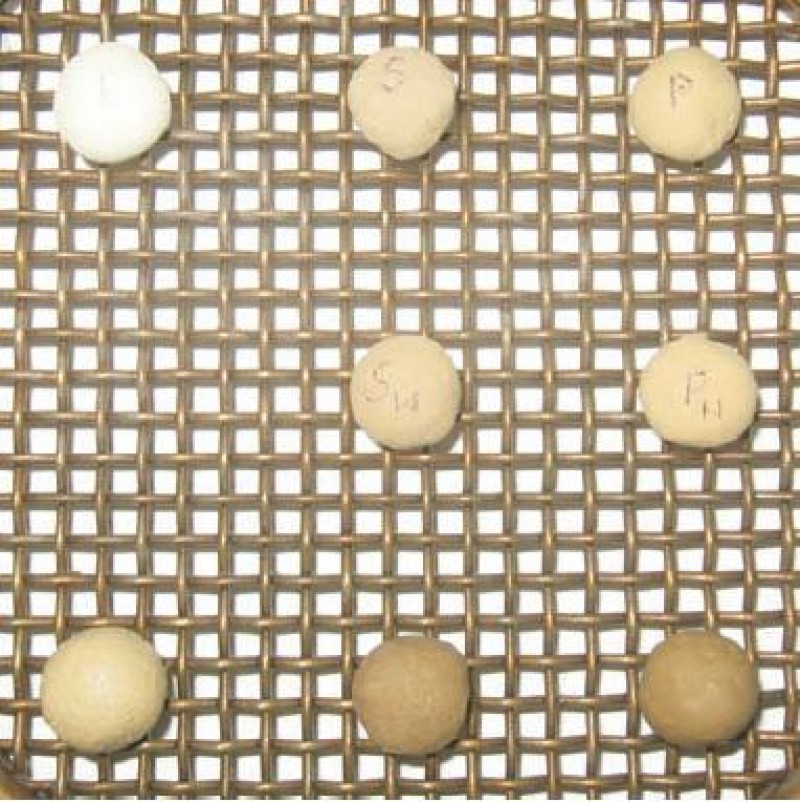
Na fot. 2 przedstawiono wyniki próby rozmakania przeprowadzonej dla trzech różnych rodzajów glin pochodzących z krajowych zakładów eksploatujących surowce skalne używane do produkcji kruszyw. Poszczególne grudki gliny charakteryzowały się różną zawartością wilgoci. Trzy grudki gliny z górnego rzędu były całkowicie wysuszone. Dwie grudki z rzędu środkowego posiadały wilgotność ok. 4%, a grudki z dolnego rzędu wilgotność ok. 20%.
.jpg)
Rys. 1. Rozmakalność zanieczyszczeń gliniastych.
1A, 2A, 3A – rozmakanie w warunkach statycznych. 1B, 3B – rozmakanie podczas mieszania.
Analizując wyniki prób rozmakania gliny nasuwają się następujące spostrzeżenia:
• zanieczyszczenia gliniaste charakteryzują się bardzo zróżnicowaną podatnością na rozmakanie,
• w warunkach statycznych proces rozmakania następuje szybciej dla zanieczyszczeń suchych, gdzie ujawnia się fizyczne działanie wody, która powoduje pęcznienie minerałów ilastych,
• najkrótsze czasy rozmakania uzyskuje się dla warunków dynamicznych (mieszanie, rozcieranie); rozcieranie powoduje szybszy rozpad grudek gliny, które zawierają więcej wilgoci początkowej,
• przy całkiem suchym materiale ilastym działanie fizyczne wysokiego ciśnienia prowadzi do rozbicia, a co za tym idzie do skróconego czasu rozpuszczania iłu,
• chcąc uzyskać jak największy efekt płukania należy stosować urządzenia, w których w środowisku wodnym następuje rozcieranie zanieczyszczeń gliniastych.
Wpływ różnych parametrów procesu płukania na jego efekty
Efektywność płukania, jak już wspomniano, zależy od rodzaju zastosowanego urządzenia oraz takich czynników, jak: rodzaj zanieczyszczeń, czas rozmakania zanieczyszczeń gliniastych, ilość wody użyta do procesu płukania, ciśnienie wody w dyszach natryskowych, oddziaływanie dynamiczne elementów urządzenia płuczącego i in. Z uwagi na to, że czas przebywania kruszywa np. na przesiewaczu wibracyjnym jest bardzo krótki (często poniżej 1 minuty), ważne, aby zanieczyszczenia zawarte w kruszywie były poddane wcześniejszemu rozmakaniu. Zagadnienie to jest szczególnie istotne w przypadku, gdy płukane są kruszywa łamane uzyskiwane z zanieczyszczonych skał zwięzłych, eksploatowanych w stanie powietrzno-suchym. Wpływ czasu wcześniejszego rozmakania zanieczyszczeń na efekt płukania na sicie przesiewacza przedstawiono na rysunku 2.
Zwiększenie ilości wody kierowanej do procesu płukania dobrze wpływa na jego efekty, ale powoduje równocześnie wzrost kosztów płukania. Największe ilości wody zużywane są przez płuczki bębnowe. Korzystniejsze pod tym względem są płuczki mieczowe i ciśnieniowe. Bardzo istotne jest, żeby płukane kruszywo było poddawane działaniu ścierającemu, które umożliwia roztarcie zanieczyszczeń gliniastych i ich odprowadzenie z wodą. Wpływ efektu rozcierania na skuteczność płukania przedstawiono na rysunku 3.
.jpg)
Rys. 2. Wpływ czasu rozmakania i czasu płukania na efektywność usuwania zanieczyszczeń [4]
Urządzenia do płukania kruszyw
Ze względu na budowę oraz charakter pracy, urządzenia do płukania można podzielić na:
• przesiewacze płuczące płaskie i obrotowe,
• płuczki bębnowe obrotowe i wibracyjne,
• płuczki mieczowe (korytowe),
• płuczki ciśnieniowe,
• turbopłuczki,
• inne (np. płuczki wykonane na bazie młyna prętowego).
O różnych urządzeniach płuczących pisano już na łamach magazynu "Surowce i Maszyny Budowlane". Warto dodać, że w ostatnich latach swój renesans przeżywają
przesiewacze obrotowe. Wykorzystywane są one również w procesach płukania kruszyw. Efekty płukania są tu wyższe niż przy płukaniu na przesiewaczu wibracyjnym płaskim. Proces płukania na przesiewaczu obrotowym bębnowym łączy zalety płukania na przesiewaczu płaskim i w płuczce bębnowej. Przesiewacze obrotowe bardzo często można spotkać np. we włoskich zakładach przeróbki i surowców mineralnych.
W krajowych kopalniach kruszyw najczęściej stosowane są płuczki mieczowe. Charakteryzują się one zwartą i stabilną konstrukcją, mniejszym ciężarem w stosunku do płuczek bębnowych, ochroną koryta przed ścieraniem, łatwą eksploatacją, a co najważniejsze dobrymi wynikami w rozmywaniu zanieczyszczeń. W ostatnim czasie przeprowadzono w kraju próby płukania różnych kruszyw w płuczkach wysokociśnieniowych charakteryzujących się niskim zużyciem wody.
Na szczególną uwagę zasługują turbopłuczki, wykazujące największą skuteczność płukania spośród wszystkich urządzeń płuczących. Są to urządzenia bardzo zbliżone do płuczek mieczowych, z tym że zamiast tzw. mieczy posiadają specjalnie ukształtowane elementy robocze, powodujące nie tylko mieszanie i przesuwanie płukanego kruszywa, ale również intensywne rozcieranie zanieczyszczeń poprzez promieniowe wywieranie nacisku na płukany materiał. Rozwiązania elementów roboczych płuczki chronione są patentem. Jedynym producentem tych urządzeń jest szwajcarska firma Müller & Co Aufbereitungstechnik AG CH-5608 Stetten. Płuczki te znalazły zastosowanie w zakładach płukania w Szwajcarii i Niemczech. Na fot. 2 przedstawiono ogólny wygląd turbopłuczki, a na fot. 1 turbopłuczkę podczas pracy. Jak już wspomniano, skuteczność płukania zdecydowanie wzrasta, gdy zanieczyszczenia gliniaste występujące w kruszywie podlegają rozcieraniu. Turbopłuczki są szczególnie przydatne wówczas, gdy w płukanym kruszywie występują trudno rozmywane gliny. Zużycie wody w turbopłuczkach jest zbliżone do zużycia w płuczkach mieczowych.
.jpg)
Rys. 3. Intensywność wypłukiwania zanieczyszczeń zależnie od czasu i charakteru procesu płukania. Nadawa: kruszywo 3/6 mm, ilość zanieczyszczeń – 18%, czas rozmakania 1 min., 1 – płukanie na sicie bez rozcierania; 2 – płukanie na sicie z rozcieraniem [4]
Rozwiązania technologiczne procesu płukania kruszyw
W zależności od rodzaju płukanego surowca i występujących w nim zanieczyszczeń oraz zależnie od wymagań stawianym gotowym produktom, rozwiązania technologiczne procesów płukania surowców skalnych mogą być bardzo zróżnicowane. Niekiedy w celu uzyskania wypłukanego kruszywa wystarczy zastosować przesiewacz wibracyjny z natryskiem wody. Częściej jednak istnieje potrzeba zastosowania urządzenia płuczącego w postaci płuczki. W zakładach eksploatujących kruszywa żwirowe spod lustra wody spotyka się rozwiązania, w których do płuczki kierowana jest określona frakcja kruszywa wydzielona wcześniej na przesiewaczu wibracyjnym. Wówczas możliwe jest zastosowanie kilku płuczek o mniejszej wydajności. W zakładach produkujących kruszywa łamane ze skał zanieczyszczonych zwykle płuczka jest usytuowana przed przesiewaczem, na którym wydzielane są poszczególne frakcje kruszyw.
Przykład rozwiązania technologicznego zakładu płukania przedstawiono na rysunku 4.
Urządzeniami, na których najczęściej kończy się proces rozdziału części stałych od wody, są hydrocyklony. Przelew z hydrocyklonu kierowany może być na przykład do osadnika ziemnego, gdzie przebiega proces naturalnej sedymentacji szlamów. Przy odpowiednio dobranej wielkości osadnika można z niego odbierać sklarowaną wodę i zawracać ją do procesu płukania, jeśli jest taka potrzeba.
Jeżeli zachodzi konieczność dokładniejszego wydzielenia części stałych (ilastych) z wody popłuczkowej, wówczas stosuje się filtry bębnowe, prasy filtracyjne (taśmowe lub komorowe) czy wirówki. Są to urządzenia kosztowne, co wpływa na wzrost kosztów procesu płukania. Stosuje się najczęściej tam, gdzie np. występuje brak wody i zachodzi potrzeba jej zawrotu do płukania lub też drobne frakcje uzyskiwane z wirówki lub prasy są cennym materiałem, znajdującym przemysłowe zastosowanie. Z wirówek można uzyskać części stałe o zawartości wody ok. 25-30% i czystą wodę nadającą się do ponownego użycia w procesie płukania. Procesy sedymentacji można efektywnie przyspieszać dzięki zastosowaniu flokulantów. Środki te podawane mogą być do stożków zagęszczających, zbiorników przygotowujących nadawę do wirówek itp.
.jpg)
Rys. 4. Schemat zakładu płukania
1 – kosz załadowczy, 2 – podajnik, 3 – ruszt, 4 – przenośnik taśmowy, 5 – płuczka, 6, 7 – przesiewacze z instalacją natryskową, 8 – odwadniacz, 9 – przesiewacz odsączający, 12 – hydrocyklon.
Warto zapamiętać
Płukanie materiału skalnego stosowane jest w procesach produkcji kruszyw naturalnych (żwirowych i łamanych), jak i przygotowania surowca skalnego do dalszej przeróbki. Zadaniem procesów płukania jest odprowadzenie zanieczyszczeń gliniasto ilastych z urobku skalnego. W procesach płukania wykorzystywane są różne urządzenia, zależnie od ilości i jakości zanieczyszczeń, jak i wymagań stawianych produktom płukanym. W budowie urządzeń płuczących dąży się do poprawy skuteczności procesu, a zarazem do ograniczenia ilości zużywanej wody. Ciekawym rozwiązaniem pod tym względem są turbopłuczki. Charakteryzują się one większą skutecznością płukania od tradycyjnych płuczek mieczowych i nadają się szczególnie do płukania surowców skalnych zawierających trudno rozmywane zanieczyszczenia gliniaste. Warto zaznaczyć, że w procesach płukania i odwadniania najdrobniejszych części stałych coraz częściej znajdują zastosowanie prasy filtracyjne i wirówki bezsitowe.
Literatura
1. Naziemiec Z.; Efektywność płukania kruszyw w różnych urządzeniach płuczących.
Prace Instytutu Ceramiki i Materiałów Budowlanych nr 5. Warszawa-Opole 2010.
2. Naziemiec Z.; Urządzenia odwadniające w kopalniach surowców mineralnych Surowce i Maszyny Budowlane. Branżowy Magazyn Przemysłowy nr 2 /2009.
3. Naziemiec Z., Gawenda T., Płukanie kruszyw. Surowce i Maszyny Budowlane. Branżowy Magazyn Przemysłowy nr 5/2007.
4. Naziemiec Z., Gawenda T.: Produkcja kruszyw budowlanych z odpadów przeróbczych przemysłu wapienniczego. Prace Naukowe Instytutu Górnictwa Politechniki Wrocławskiej nr 109. Seria Konferencje nr 41. Wrocław 2005.
5. Kobiałka R., Naziemiec Z.: Płukanie surowców skalnych. Rozwiązania technologiczne oraz ocena ich funkcjonalności. VII Krajowy Zjazd Górnictwa Odkrywkowego. Wrocław 2000.
6. Z. Naziemiec, T. Gawenda, J. Łagowski; Efektywność płukania kruszyw. Surowce i Maszyny Budowlane. nr 4-5/2010.
Autor: dr inż. Zdzisław Naziemiec, Instytut Ceramiki i Materiałów Budowlanych, Oddział Materiałów Budowlanych
Artykuł został opublikowany w magazynie "SiMB" nr 5/2011